本篇目录:
我想用三菱plc来控制两个交流位置式伺服电机,你有对应的例子(接线图...
1、CPU运算和控制中心 起“心脏”作用。存储器 具有记忆功能的半导体电路。
2、plc与伺服电机控制接线图:PLC使用高速脉冲输出端口,向伺服电机的脉冲输入端口发送运行脉冲信号。伺服电机使能后,PLC向伺服电机发送运行脉冲,伺服电机即可运行。
-图1")
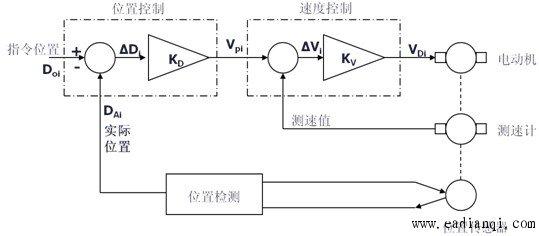
3、位置控制方式的特点有:1,外部输入脉冲的频率确定转动速度的大小。2,脉冲的个数来确定转动的角度。确定了应用目的以后就开始实施该项目:一,PLC和伺服驱动器的接线:我们只是先画出一个轴的接线图,另外两个图类似。
4、接线包括主电路接线和控制电路接线。主电路包括R、S、T三相线和U、V、W与电机的接线,PLC连接驱动器的CN1(有些驱动器包括CN1A和CN1B),编码器与CN2连接。
5、位置控制位置控制模式一般是通过外部输入的脉冲的频率来确定转动速度的大小,通过脉冲的个数来确定转动的角度,也有些伺服可以通过通讯方式直接对速度和位移进行赋值。
-图2")
6、下面是FDX2N-80M端子接线图,因图片太大,所以只好缩小了一点,凑合能看清。
机械手PLC控制系统
机械手主要由手部、运动机构和控制系统三大部分组成。手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。
plc控制系统设计步骤 工艺分析 深入了解控制对象的工艺过程、工作特点、控制要求,并划分控制的各个阶段,归纳各个阶段的特点,和各阶段之间的转换条件,画出控制流程图或功能流程图。
-图3")
对于系统的输出有一下几个:YA0、YAYAYAYAM1,分别由Y0、YYYYY5控制。系统还设置了两个计数器CC2。C1对SQ1进行计数,从而实现机械手下降位置的控制。
操作平台上的旋钮正常。当旋钮开关打开时,后观察模板灯的输入信号灯不亮,因此检查模板前的连接器连接。当用手拉时,不止一根线松了,靠近第一排的八根线松了。难怪它会报告错误。重新拧紧后,汽车启动并恢复正常。
基于西门子PLC机械手控制系统设计摘要可编程控制器是在继电接触控制器的基础上,结合先进的微机技术发展起来的一种新型的工业控制机。它发展迅速,应用广泛,特别适合于顺序控制,是机械自动化中一种基础的控制设备。
关于plc编程问题
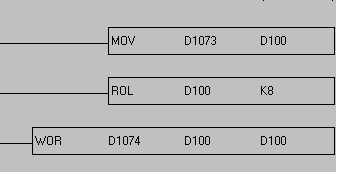
第N个脉冲后,M0仍然是SFTLPM0M10K15K1,每过来一个脉冲,送一次M0的状态送给M10中,同时将原来M10的状态给M11,依次类推,将原来M23的状态送给M24中,共K15个。SFTR,SFTL:连续执行型指令。
您提供的是一个关于PLC(可编程逻辑控制器)的等式和变量赋值问题。
熟悉电气元器件 学习PLC首先要了解硬件,常用元器件和专业名词最起码要知道,如果电气元器件都不认识,不管是你看书,还是别人教你都很困难。具体就是要多看设备的动作和工程师的调试,装电柜和设备安装时多看多问。
plc编程口诀如下:位置控制指令,每次回原点或者开始的瞬间清零当前位置。位置控制在回到原始位置的时候,一定要用回原点指令,不可以走数据。位置控制时,最好用脉冲+方向控制,尽量不要使用双脉冲。
误区之一:输入PLC的常开(动合)、常闭(动断)触点,如按钮、行程开关、继电器辅助触点等,与PLC梯形图编程的图形符号常开“”和常闭“”相混淆。
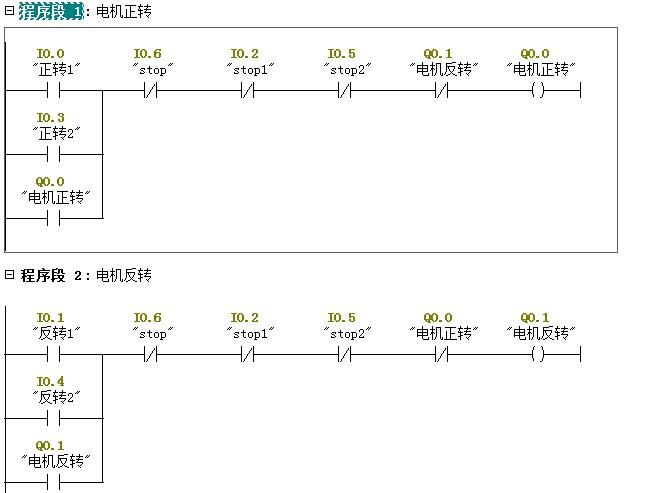
Plc编写程序
1、PLC程序如下:I0.0代表SB1,I0.2代表SB2,I0.3代表SB3。TON1为通电延时继电器,延时2秒。TON2为通电延时继电器,延时1秒。Q0.0为灯。
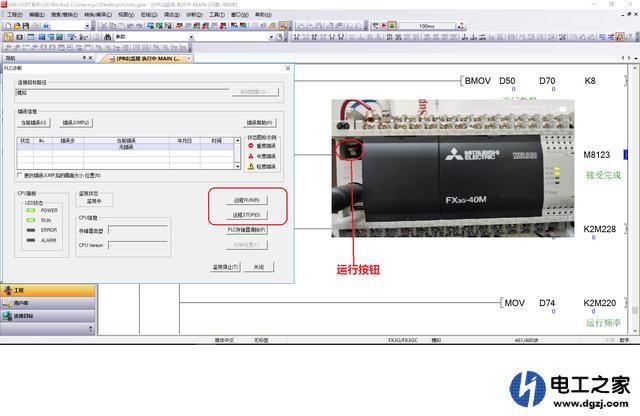
2、首先打开西门子s7200编程软件,设计I0.0启动按钮,Q0.0小车正转,I0.1与I0.2限位光电,以此来进行编写,先编写小车启动程序。sm0.1上电职位m0。运用向左移位指令启动下一次动作程序。
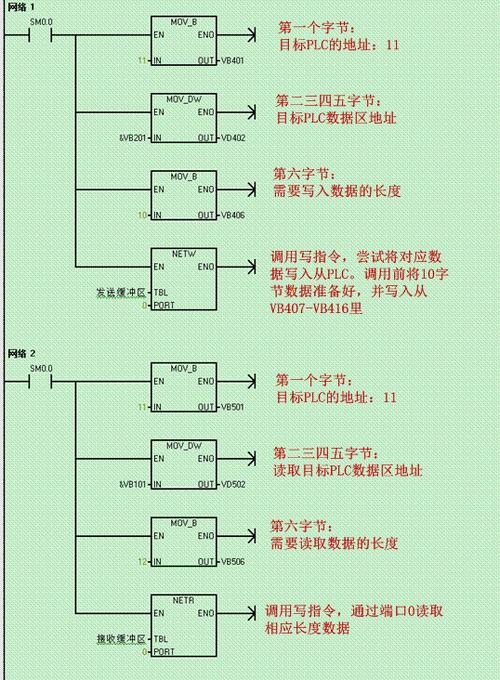
3、为了实现您的需求,可以使用以下的西门子PLC梯形图程序。
到此,以上就是小编对于plc传输程序的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏